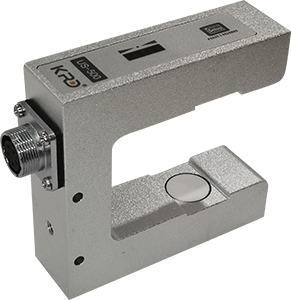
糾偏傳感器
微信咨詢(點擊掃碼)
糾偏控制系統原理(lǐ)
何為(wèi)糾偏控制系統?
糾偏概念:自動糾正卷材橫向偏差的自動化閉環系統。
工(gōng)作(zuò)原理(lǐ):糾偏傳感器檢測卷材邊緣、線(xiàn)條或色塊的相對位置,比較檢測值與設定值偏差量,經過控制器程序計算後轉換成成比例的信号绐電(diàn)動驅動器進行糾正。
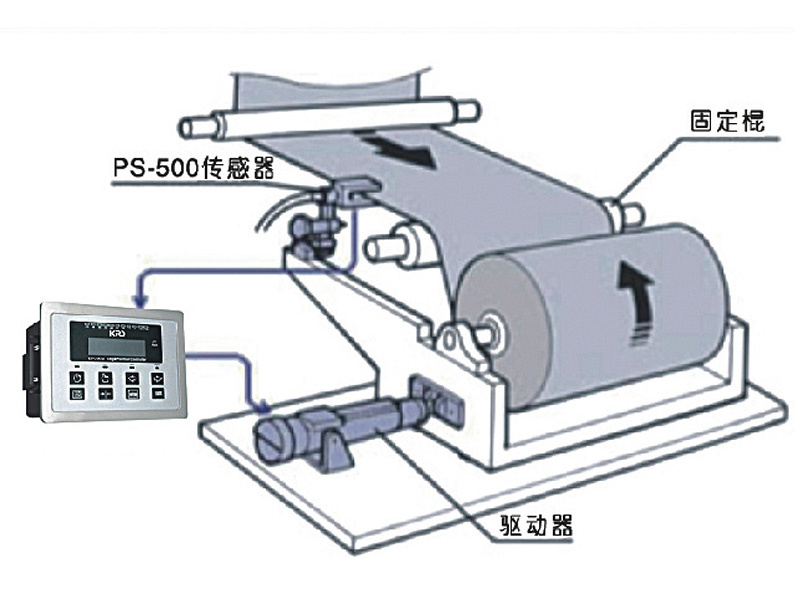
系統構成:控制器、檢邊/檢線(xiàn)傳感器、電(diàn)動驅動器、糾偏機構等部件。
系統分(fēn)類:收放卷糾偏系統、行進中(zhōng)糾偏機構(可(kě)定制)。
檢測方式:檢邊、檢線(xiàn)、對中(zhōng)。
糾偏控制系統的應用(yòng)
适用(yòng)行業:印刷、包裝(zhuāng)、造紙、無紡布、锂電(diàn)池、太陽能(néng)、橡 膠輪胎、紡織、冶金等。
适用(yòng)卷材:卷筒紙、薄膜、金屬箔、膠片、皮革、無紡布、織布等卷繞性材料。
适用(yòng)設備:
印刷包裝(zhuāng):柔印機、凹印機、輪轉印刷機、标簽印刷機、分(fēn)切機、塗布機、複合機、檢品機、模切機、吹膜機、制袋機等。
無紡布:衛生布設備、衛生護墊生産(chǎn)線(xiàn)、嬰兒紙尿褲生産(chǎn)線(xiàn)、醫(yī)用(yòng)輔料生産(chǎn)線(xiàn)等。
锂電(diàn)池:極片塗布機、極片軋機、分(fēn)切機、卷繞機等。
橡膠輪胎:擠出機、簾布生産(chǎn)線(xiàn)、壓廷機、裁斷機、成型機等。
糾偏控制系統原理(lǐ)圖
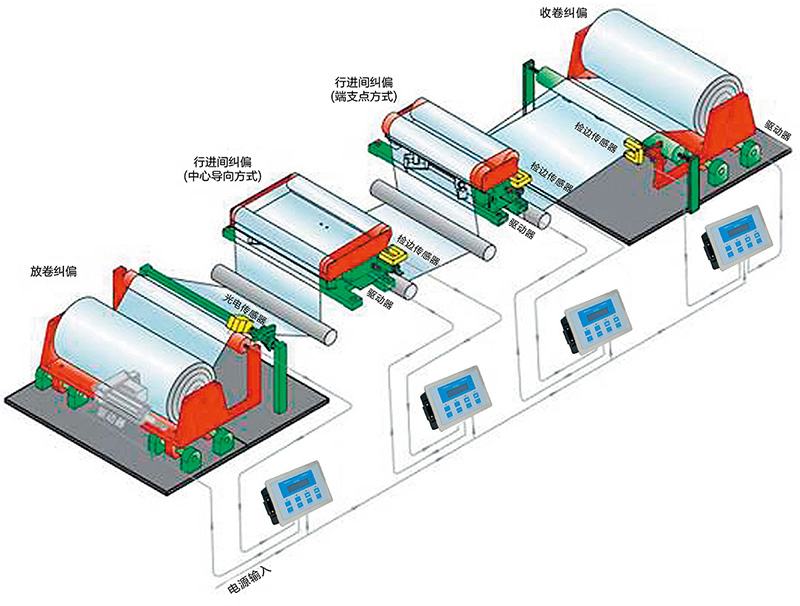
糾偏系統的三種工(gōng)作(zuò)模式
收料模式
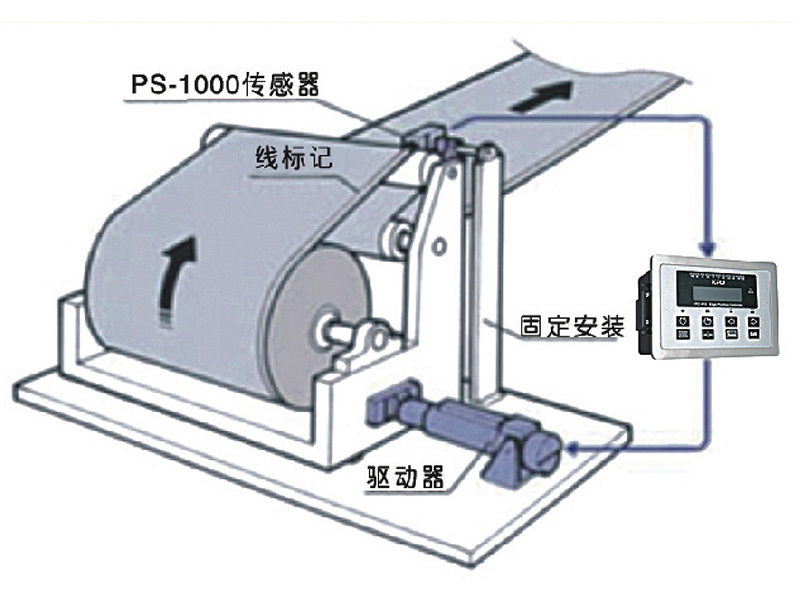
放料模式
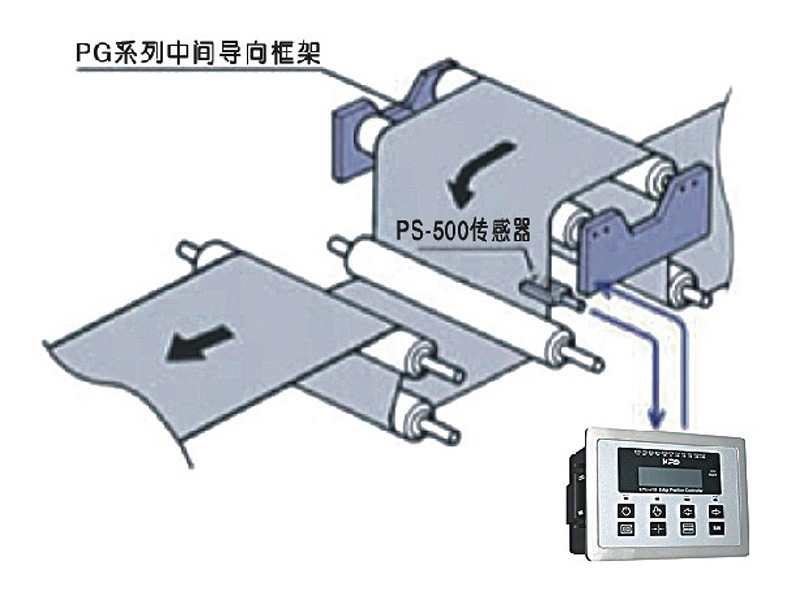
中(zhōng)間導向模式
糾偏系統的三種檢測控制方式
LPC (Line Position Controller)
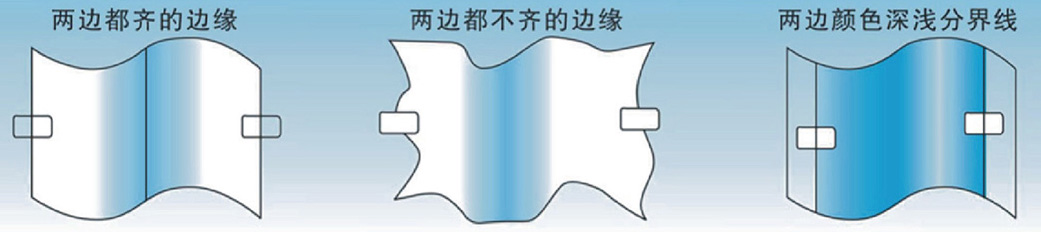
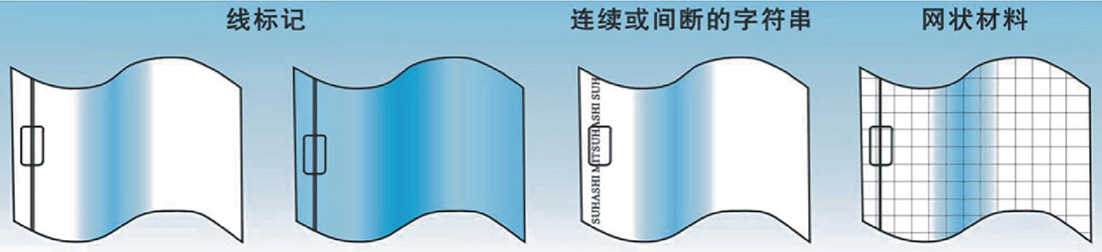
對印刷在卷料邊緣的标記線(xiàn)進行檢測的糾偏控制稱之為(wèi)LPC。LPC的糾偏傳感器有(yǒu)對不連續的線(xiàn)标志(zhì)、顔色特别淺的線(xiàn)标志(zhì)、特别細小(xiǎo)的線(xiàn)标志(zhì)都能(néng)跟蹤控制的特點。具(jù)體(tǐ)标記應用(yòng)見下圖:
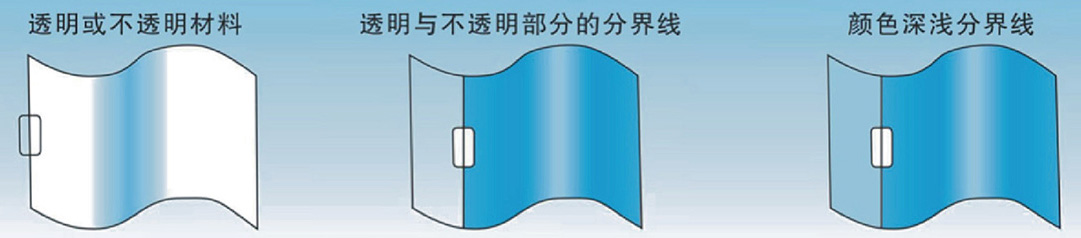
EPC (Edge Position Controller)
對材料邊緣及圖案的深淺分(fēn)界線(xiàn)等進行檢測跟蹤的控制系統稱之為(wèi)EPC。具(jù)體(tǐ)應用(yòng)如下:
CPC (Centering Position Controller)
通過對材料的兩個邊緣(齊或不齊)的檢測,自動實現對材料中(zhōng)心的跟蹤控制系統稱之CPC。具(jù)體(tǐ)應用(yòng)如下: